
















Decapower Курированная информация для профессионалов, хоббистов и педагогов.
Оставайтесь в курсе последней информации о новых технологиях продукции, инновациях и многом другом от промышленности сварочных машин.







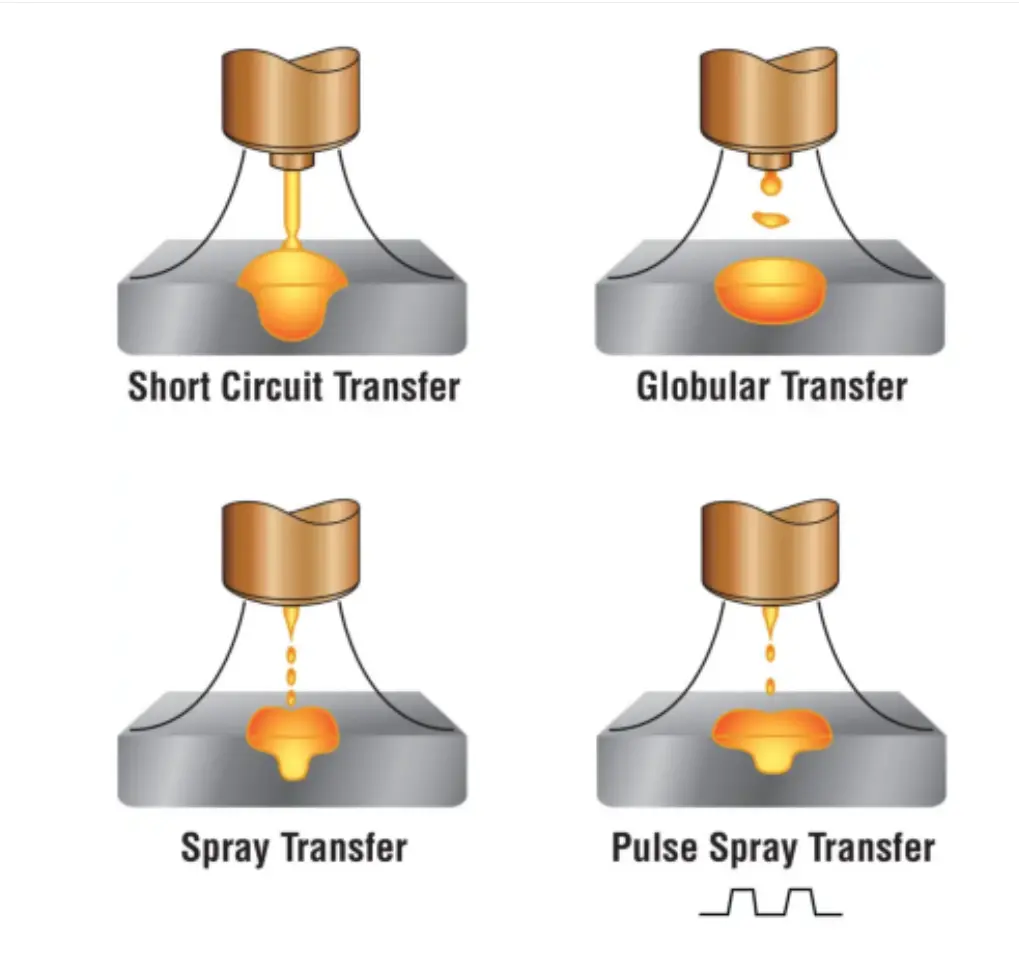
Режимы передачи сварки MIG
Режимы передачи металла при сварке MIG (Metal Inert Gas) относятся к методам, с помощью которых плавленный металл передается из сварки (электрода) в деталь. Эти режимы непосредственно влияют на качество сварки, производительность и пригодность для различных материалов и приложений.
Существуют четыре основных режима передачи в сварке MIG:
Source:https://pubs.aws.org/p/1788/a514a514m2018-specification-for-nickel-and-nickel-alloy-bare-welding-electrodes-and-rods
1. Передача короткого замыкания
При передаче короткого замыкания сварочная провода контактирует с базовым материалом, вызывая короткое замыкание. Создаваемое тепло расплавляет кончик провода, передавая расплавленный металл в сварный бассейн. Этот процесс повторяется от 90 до 200 раз в секунду.
Преимущества:
– Работает при низком тепловом вводе, уменьшая искажения.
– Подходит для сварки тонких материалов (до 1/8 дюйма).
– Разрешает сварку во всех положениях.
Приложения:
– Идеально подходит для тонкого листа и материалов, склонных к искажению.
– Часто используется с 75% аргона и 25% CO ₂ защитная газовая смесь.
Ограничения:
– Склонность к брызганию, требующая очистки после сварки.
– Более низкие скорости отложения делают его медленнее, чем другие режимы.
– Может привести к недостаточному проникновению на более толстые материалы.
2. Передача распыления
Режим передачи распыления обеспечивает гладкую, стабильную дугу с крошечными каплями плавленного металла, образующими распыление в сварный бассейн. Он работает на высоком уровне напряжения и тока.
Преимущества:
– Производит чистые сварки с минимальным брызганием.
– Высокие показатели отложения повышают производительность.
– Идеально подходит для более толстых материалов и обеспечивает глубокое проникновение.
Приложения:
– Часто используется для алюминия и углеродной стали.
– Требуется смесь экранирующих газов, доминирующих в аргоне (например, 80% аргона, 20% CO) ₂).
Ограничения:
– Ограничено плоскими или горизонтальными позициями сварки из-за высокого теплового ввода.
– Не подходит для тонких материалов, так как может вызвать прогорание.
3. Глобальная передача
Шаровая передача происходит, когда более крупные, нерегулярные капли плавленного металла образуются на концу проволоки и осаждаются в сварный бассейн. Он требует более высокого напряжения и скоростей подачи провода по сравнению с передачей короткого замыкания.
Преимущества:
– Предлагает более высокие показатели отложения, чем режим короткого замыкания.
– Совместимость с экономичным защитным газом (100% CO) ₂).
Приложения:
– Лучше всего для средних и толстых материалов (более 1/8 дюйма).
– Часто используется с газообразными потоковыми проводами.
Ограничения:
– Производит значительные брызги, увеличивая время очистки.
– Менее стабильная дуга по сравнению с режимами распыления и импульсного распыления.
4. Передача импульсного распыления
Передача импульсного распыления - это передовый режим передачи в сварке MIG, который чередуется между высоким пиковым током и низким фоновым током, контролирует ввод тепла и передает плавленный металл по одной капле за раз. Этот режим сочетает в себе преимущества традиционного распыления при минимизации его недостатков.
Преимущества:
1.Низкий Спаттер: Значительно уменьшает распылку по сравнению с другими режимами, минимизируя время очистки.
2.Лучший контроль тепла: Более низкий тепловой вход делает его идеальным для тонких материалов и уменьшает искажения.
Способность 3.All-Position: Эффективно работает в плоских, вертикальных и воздушных позициях.
4.Высокое качество сварки: Производит гладкие, последовательные сварные бисеры с отличным проникновением.
Универсальность 5.Material: Подходит для широкого спектра металлов, включая алюминий, нержавеющую сталь и углеродную сталь.
6.Повышенная производительность: Более быстрые скорости перемещения и уменьшенная чистка после сварки повышают эффективность.
Приложения:
– Подходит для сварки тонких и толстых материалов, включая алюминий.
– Хорошо работает с твердыми и металлическими проводами.
– Охранный газ обычно содержит не менее 80% аргона.
Ограничения:
– Требуются передовые источники энергии, увеличивая первоначальные затраты.
– Требует квалифицированных операторов для оптимальных результатов. Потенциал отсутствия синтеза, если параметры импульса не установлены правильно.
Что такое импульсная сварка MIG?
Импульсная сварка MIG - это передовая версия традиционной сварки MIG. Он использует импульсный ток, переменяясь между высоким током (пик) и низким током (фон).
Как это работает
Во время фазы пикового тока металлические капли переносятся из проволоки в деталь. Фоновый ток поддерживает дугу, снижая при этом общий тепловой вход.
Преимущества импульсной сварки MIG
– Снижение теплового ввода: Минимизирует искажения, что делает его подходящим для тонких или теплочувствительных материалов.
– Универсальность: Эффективный для сварки вне позиции.
– Улучшенное качество сварки: Обеспечивает лучшее управление стабильностью распылки и дуги.
Лучшие приложения
Импульсный MIG идеально подходит для сварки материалов, таких как нержавеющая сталь и алюминий, где управление теплом имеет решающее значение.
Что такое двойной импульсный MIG?
Двойная импульсная сварка MIG, также известная как двойная импульсная сварка MIG, добавляет еще один уровень точности к импульсной сварке MIG. Он сочетает в себе импульсирование сваркового тока с дополнительной модуляцией скорости подачи провода.
Как это работает
Скорость подачи провода чередуется в синхроне с текущими импульсами, создавая эффект волны в сварном шарике. Эта волна напоминает TIG-подобные свары, известные своей эстетической привлекательностью.
Преимущества двойной импульсной сварки MIG
– Высший внешний вид сварки: Достигает высококачественной отделки с отличным рисунком.
– Контроль тепла: Далее минимизирует искажения по сравнению с Pulsed MIG.
– Повышенная эффективность: Позволяет быстрее сварку с последовательным качеством.
В ULTRAMlG сварщик является своего рода многопроцессная инвертная сварка с высокой стоимостью для импульсной сварки, в то же время она легка в эксплуатации.
Это’ Упрощали сложность, воспроизводили различные функции с помощью визуальных иконок и большого 4-дюймового ЖК-экрана, упрощали шаги работы и достигли нулевых препятствий в взаимодействии человека и компьютера.
Будь то профессиональный сварщик или начинающий сварщик в любое время и в любом месте.
Продукт принимает полную конструкцию мостовой схемы и puredigital схему управления для достижения точности. стабильная и эффективная сварка.
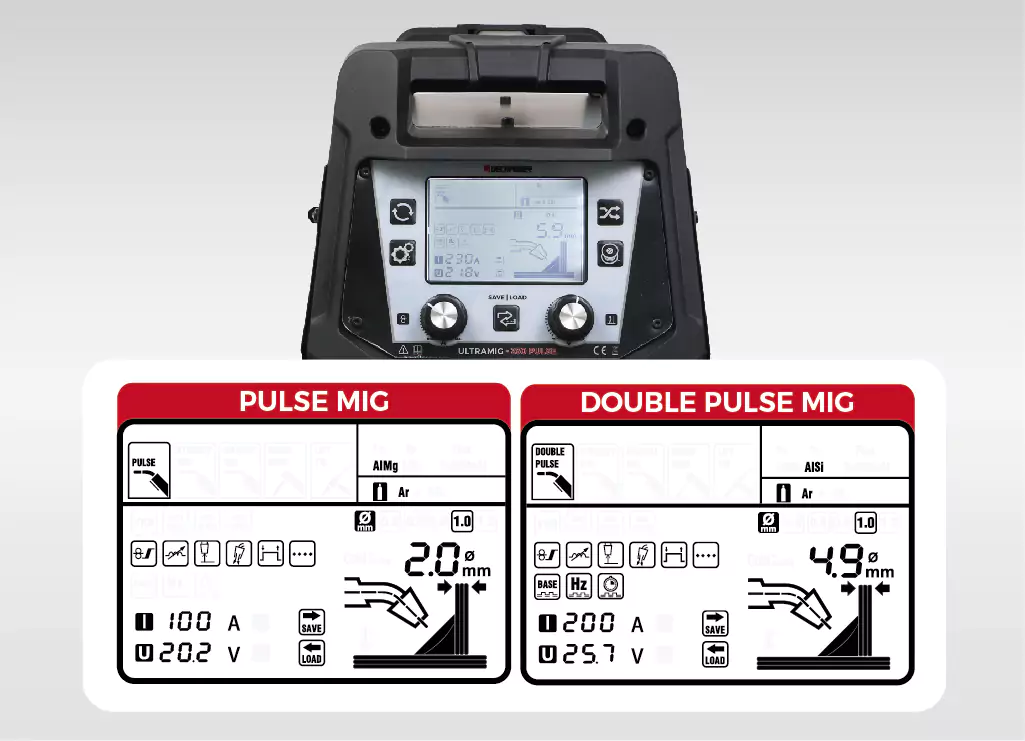
Импульс & Двойный импульс
Импульсная сварка уменьшает тепло и минимизирует брызги, не ставя под угрозу проникновение, поэтому идеально подходит для тонких и мягких материалов, таких как алюминий.
Один импульсный сварка меняется между пиковым и базовым токами. Двойная импульсная сварка работает таким же образом, но со вторым базовым током, чтобы добавить еще больше контроля над дугой.
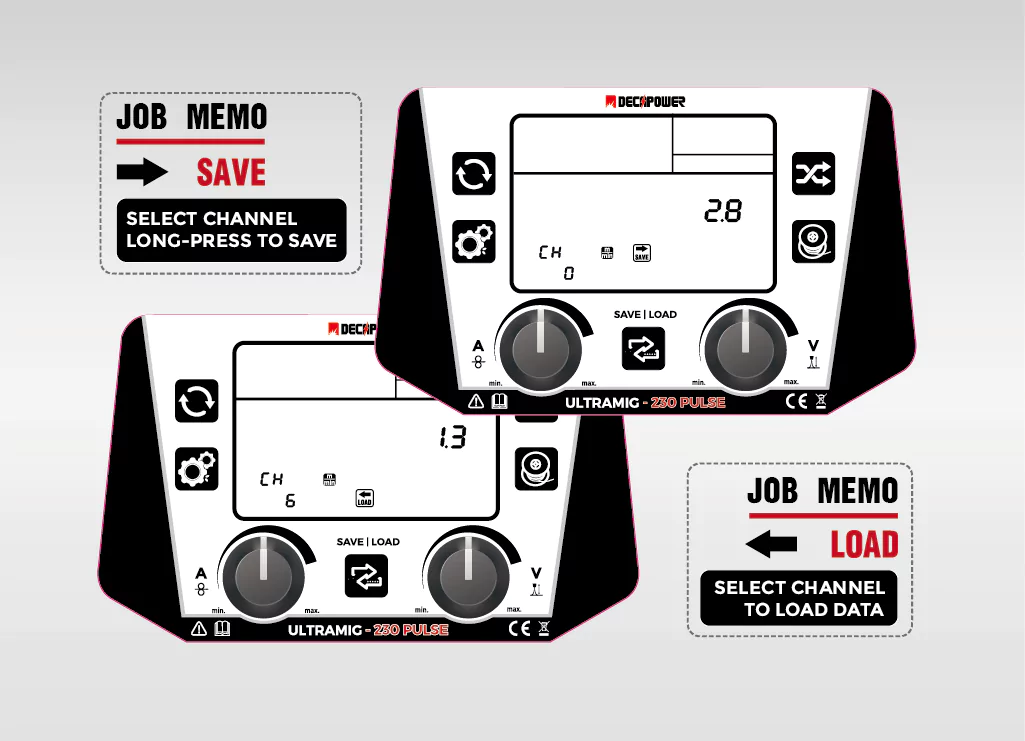
JOB MEMO-SAVE/LOAD
ULTRAMIG-230 предлагает до 10 каналов для сохранения / загрузки настроенного параметра, каждый канал может быть перезаписан в соответствии с вашей привычкой сварки.
После сохранения параметров вы можете быстро получить доступ к соответствующему каналу через загрузку данных.
Пусть машина узнает вас лучше!
Вывод
Выбор подходящего режима передачи сварки может значительно повысить производительность и результаты сварки. Различные материалы, позиции сварки и условия будут влиять на лучший выбор. Если у вас есть конкретное приложение или случай в виду, мы Можете предоставить более подробные советы или информацию!



