

















Decapower Informazioni curate per professionisti, appassionati e educatori.
Rimani aggiornato con le ultime informazioni sulla tecnologia dei nuovi prodotti, le innovazioni e molto altro dall'industria delle macchine per saldatura.







Problemi di porosità: perché le tue saldature GMAW sembrano formaggio svizzero e come risolverlo
La frustrazione di “ Formaggio svizzero” Saldate: Perché la porosità è un saldatore’ peggiore incubo
Niente frustra un saldatore più che ribaltare il casco e vedere una perlina piena di minuscoli fori invece di un giunto pulito e solido. La porosità crea quei piccoli vuoti intrappolati all'interno del metallo di saldatura. Distrugge l'aspetto del lavoro e indebolisce la forza dell'articolazione. Questo problema colpisce tutti, dagli appassionati del fine settimana in un garage ai fabbricanti a tempo pieno in piccoli negozi. Si spreca tempo e materiale in ogni lavoro.

Come produttore di saldatrici digitali controllati da MCU con più di dieci anni di esperienza, Decapower costruire attrezzature che rendono il lavoro più facile e affidabile. Ci concentriamo su soluzioni pratiche che aiutano i saldatori ad evitare i comuni mal di testa.
Identificare i colpevoli: cosa causa la porosità nel GMAW?
Per risolvere l'aspetto del formaggio svizzero, è necessario prima sapere da dove provengono quelle tasche di gas. In GMAW, gas di schermazione copre la piscina di saldatura. Quando la copertura fallisce, gas d'aria come azoto e ossigeno entrano nel metallo fuso. Creano bolle che rimangono intrappolate mentre la saldatura si raffredda e indurisce.
Gas Shielding Failures e Impurità
- Gas di bassa purezza: gas di schermazione economico spesso causa problemi. Per lavori importanti, la CO2 dovrebbe essere testata a purezza del 99,8% o superiore per mantenere l'idrogeno basso e migliorare la resistenza alle crepe.
- Tasso di flusso inadeguato: troppo poco gas lascia la piscina non protetta. Troppo gas provoca turbolenze che attirano l'aria esterna.
- Ambienti di scorrimento: una brezza leggera nel negozio può spingere il gas di schermo lontano dall'arco ed esporre il metallo caldo.
Corrispondenza impropria dei parametri
- Miscorrispondenza tensione/corrente: quando la tensione è troppo alta per la corrente impostata, l'arco si allunga e lascia che i gas atmosferici si infiltrino.
- Lunghezza del filo stick-out: eccesso stick-out indebolisce la schermazione e aumenta la possibilità di fori.

Contaminazione della superficie e umidità del filo
- Metallo di base sporco: olio, grasso, ruggine o vecchia vernice sul metallo si trasforma in gas sotto il calore dell'arco e viene catturato nella perlina.
- Consumabili umidi: i cavi a core a flusso raccolgono facilmente l'umidità perché hanno una cucitura. Una volta all'interno del nucleo, l'umidità crea pori e segni superficiali.
- Lunghezza del filo: un filo più lungo di 12-20 mm riduce la copertura del gas e consente all'aria di raggiungere la piscina.
Come risolvere la porosità: una guida pratica per i risultati professionali
Ottimizzazione del flusso di gas e dell'ambiente
- Controllare le tenute: controllare gli anelli torici e le connessioni del tubo. Anche una piccola perdita sul lato di aspirazione può tirare aria nella linea di gas.
- Utilizzare l'ugello giusto: tenere l'ugello pulito e scegliere la dimensione corretta per il giunto. Lavori in inossidabile o alluminio spesso richiedono ugelli più grandi per una migliore copertura del gas.
- Bloccare il vento: impostare schermi o muoversi all'interno di uno spazio chiuso per mantenere lo scudo a gas stabile durante GMAW.
Per capire quanto gas di schermazione è sufficiente per il tuo progetto, puoi leggere questo articolo dettagliato.
Preparazione pre-saldatura e stoccaggio del filo
- La pulizia è la chiave: spazzolare o asciugare il metallo base con solvente per rimuovere ogni traccia di olio, ruggine o vernice prima di colpire l'arco.
- Conservare il filo correttamente: tenere il filo di saldatura in una zona asciutta con una temperatura costante. Asciugare gli elettrodi a 350-400 ° C se sono del tipo alcalino prima dell'uso.
Soluzioni Decapower: attrezzature di precisione per perline impeccabili
Una buona tecnica aiuta, ma la macchina giusta fa una grande differenza nel controllo dell'arco e nel taglio della porosità. Le saldatrici digitali controllate da MCU di Decapower lavorano come partner costante nel piano officina.
L'ULTRAMIG-230: padroneggiare l'alluminio con doppia precisione di impulso
L'alluminio dà problemi a molti saldatori perché conduce il calore rapidamente e assorbe facilmente l'idrogeno. Il ULTRAMIG-230 affronta bene queste sfide.
- Tecnologia a doppio impulso: commuta tra corrente alta e bassa per controllare l'ingresso di calore. La piscina di saldatura ha più tempo per rilasciare il gas intrappolato prima che si congeli, quindi le perline escono più pulite e più forti.
- Alimentatore doppio azionato a 4 rulli: questo alimentatore pesante impedisce lo scivolamento del filo che provoca archi instabili e fori extra. Il filo alimenta senza problemi ogni volta.
- Applicazione: La macchina funziona bene per le riparazioni di barche in alluminio o la fabbricazione di rimorchi a calibro sottile dove contano sia l'aspetto che la resistenza delle giunzioni.
XTRAMIG-200: Intelligenza sinergica per una fabbricazione senza errori
Indovinare le impostazioni spesso porta a saldature porose. L'XTRAMIG-200 elimina le ipotesi.
- Tecnologia di sinergia attiva: scegli il tipo e la dimensione del filo sul pannello. La MCU imposta quindi automaticamente la giusta tensione e velocità di alimentazione. Rimani nel giusto raggio di arco con meno spruzzi e una migliore protezione contro i gas.
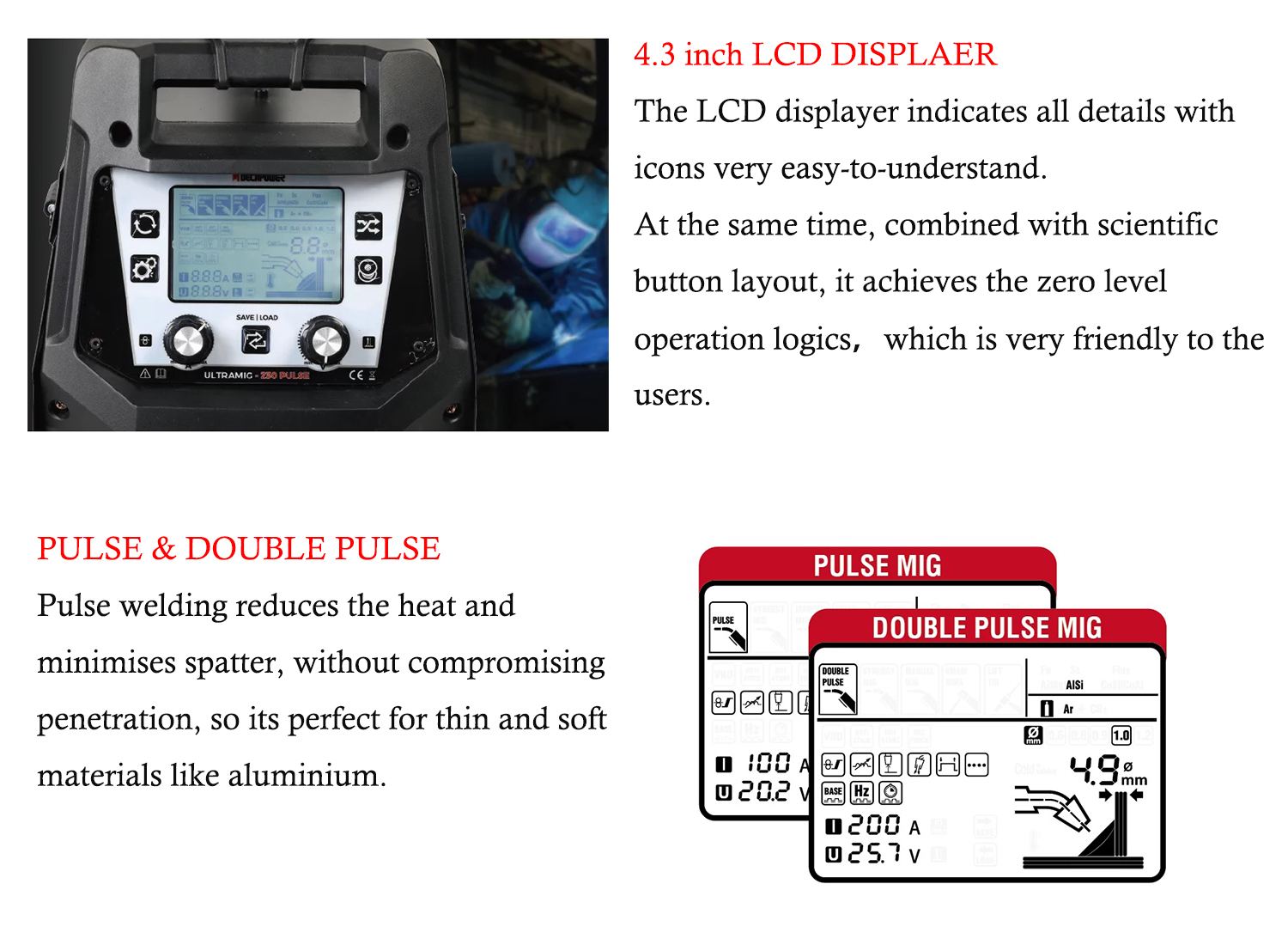
- Interfaccia LCD visiva: lo schermo da 4 pollici mostra icone chiare e dati in diretta. I principianti si impostano subito correttamente, mentre i saldatori esperti si regolano rapidamente.
- Applicazione: Questo modello si adatta a progetti di restauro automobilistico o garage che passano tra foglio sottile e telaio più pesante senza cambiamenti costanti.
Soluzioni personalizzate per sfide industriali uniche
Le macchine standard a volte mancano di lavori speciali. R& di Decapower Il team D e gli ingegneri sviluppano opzioni su misura per soddisfare esigenze esatte.
- OEM & amp; Competenza ODM: regolamo le specifiche, aggiungiamo loghi personalizzati e gestiamo l'imballaggio per soddisfare le esigenze del tuo marchio.
- Tailoring tecnico: hai bisogno di un programma speciale per una determinata lega o hardware modificato per linee ad alto volume? Il team lavora direttamente con te per creare la configurazione giusta.

Conclusione
La porosità non deve continuare a rallentarti. Combina preparazione pulita, flusso di gas costante e comandi digitali di Decapower per produrre saldature dense e affidabili.
- Per gli appassionati e i fai da te: aggiorna la configurazione del tuo garage con macchine sinergiche che consentono risultati di qualità del negozio senza regolazioni complicate.
- Per i fabbricanti professionali: passare a modelli a doppio impulso per ridurre la pulizia post-saldatura e accelerare la produzione.
- Per potenziali partner: i distributori che cercano un fornitore affidabile con una produzione flessibile e un reale supporto clienti possono unirsi alla rete Decapower.
Contattaci oggi al info@decapowerwelder.com per trovare l'attrezzatura giusta per le vostre esigenze di saldatura.
Domande frequenti
D: Le condizioni ambientali in una grande officina aperta possono causare porosità anche se le mie impostazioni sono corrette?
R: Sì. GMAW si basa su una stabile “ busta” di gas di schermo. Anche una leggera corrente o brezza (comune nei negozi aperti) può soffiare questo gas lontano dalla piscina fusa. L'uso di schermi di saldatura o il spostamento in un'area chiusa è essenziale per mantenere lo scudo contro i gas e impedire che l'azoto atmosferico crei “ Formaggio svizzero” fori.
D: Quali sono le implicazioni per la qualità delle mie saldature se aumento la lunghezza del filo stick-out?
A: Questo aumenterà la resistenza del filo, che diminuirà la corrente di saldatura, e anche aumentare la distanza dall'ugello, che diminuirà lo scudo del gas, con conseguente porosità.
Q: Is ‘ Impulso MIG’ davvero meglio per i materiali sottili rispetto al GMAW convenzionale?
A: Sì, perché ‘ Impulso MIG’ mantiene una temperatura media inferiore pur permettendo la penetrazione, il che si traduce in meno bruciatura su materiali sottili e un arco più stabile con molto meno spruzzi.
D: Perché il mio filo di core di flusso sembra causare più porosità nelle saldature?
R: Questo perché la cucitura nel nucleo del filo consente all'umidità di entrare nel filo, che poi evapora nella saldatura, causando porosità nella saldatura stessa e sulla superficie.



