

















Decapower Curated informatie voor Professionals, Hobbyisten & Opvoeders.
Blijf op de hoogte van de nieuwste informatie over nieuwe producttechnologie, innovaties en meer van de Lasmachine Industrie.







Porositeitsproblemen: Waarom uw GMAW-lassen eruit zien als Zwitserse kaas en hoe het op te lossen
De frustratie van “ Zwitserse kaas” Lassen: Waarom Porositeit is een Lasser’ de ergste nachtmerrie
Niets frustreert een lasser meer dan de helm omhoog te draaien en een kraal vol kleine gaten te zien in plaats van een schoon, stevig gewricht. Porositeit creëert die kleine holtes gevangen in het lasmetaal. Het verpest het uiterlijk van het werk en verzwakt de sterkte van het gewricht. Dit probleem treft iedereen, van weekendhobbyisten in een garage tot fulltime fabrikanten in kleine winkels. Het verspilt tijd en materiaal aan elk werk.

Als fabrikant van digitale MCU-gestuurde lasmachines met meer dan tien jaar ervaring, Decapower bouwen van apparatuur die het werk gemakkelijker en betrouwbaarder maakt. We richten ons op praktische oplossingen die lassers helpen om veelvoorkomende hoofdpijn te vermijden.
Het identificeren van de schuldigen: wat veroorzaakt porositeit in GMAW?
Om de Zwitserse kaas look te repareren, moet je eerst weten waar die gaszakken vandaan komen. In GMAW, het afschermingsgas dekt het lasbad. Wanneer die deksel mislukt, komen luchtgassen zoals stikstof en zuurstof in het gesmolten metaal. Ze creëren bubbels die gevangen blijven als de las afkoelt en verhart.
Fouten en onzuiverheden bij gasafscherming
- Laag zuiverheidsgas: Goedkoop afschermingsgas veroorzaakt vaak problemen. Voor belangrijk werk moet CO2 worden getest op een zuiverheid van 99,8% of hoger om waterstof laag te houden en de breukweerstand te verbeteren.
- Onvoldoende stroomstroom: Te weinig gas laat het zwembad onbeschermd. Te veel gas veroorzaakt turbulentie die buitenlucht aantrekt.
- Draftige omgevingen: Een lichte bries in de winkel kan het afschermingsgas weg duwen van de boog en het hete metaal blootstellen.
Onjuiste Parameter Matching
- Mismatch van spanning/stroom: Wanneer de spanning te hoog is voor de ingestelde stroom, strekt de boog zich uit en laat atmosfeergasen zich binnen sluipen.
- Draad Stick-out Lengte: Overmatige stick-out verzwakt de afscherming en verhoogt de kans op gaten.

Oppervlakte verontreiniging en draad vocht
- Dirty Base Metal: Olie, vet, roest of oude verf op het metaal verandert in gas onder de boogwarmte en wordt gevangen in de kral.
- Vochtige verbruiksmaterialen: Flux-cored draden nemen vocht gemakkelijk op omdat ze een naad hebben. Eenmaal binnen de kern creëert het vocht poriën en oppervlaktemerken.
- Draad Stick-out Lengte: Een stick-out langer dan 12-20 mm vermindert de gasdekking en laat lucht het zwembad bereiken.
Hoe poreus te repareren: een praktische gids voor professionele resultaten
Optimalisering van de gasstroom en het milieu
- Controleer de afdichtingen: Kijk naar O-ringen en slangverbindingen. Zelfs een klein lek aan de inlaatzijde kan lucht in de gasleiding trekken.
- Gebruik het juiste mondstuk: Houd het mondstuk schoon en kies de juiste grootte voor het gewricht. Roestvrij of aluminium werkzaamheden hebben vaak grotere mondstukken nodig voor een betere gasdekking.
- Blokkeer de wind: Stel schermen in of beweeg je binnen een afgesloten ruimte om het gasschild stabiel te houden tijdens GMAW.
Om te begrijpen hoeveel afschermingsgas voldoende is voor uw project, kunt u dit lezen gedetailleerd artikel.
Pre-Lasvoorbereiding en Draadopslag
- Schoonheid is belangrijk: borstel of veeg het grondmetaal met oplosmiddel om elk spoor olie, roest of verf te verwijderen voordat u de boog treft.
- Bewaar draad correct: Houd lasdraad in een droog gebied met een constante temperatuur. Droog elektroden bij 350-400 ° C als ze het alkalische type zijn voor gebruik.
Decapower Solutions: Precisieapparatuur voor defectloze kralen
Goede techniek helpt, maar de juiste machine maakt een groot verschil in het beheersen van de boog en het verminderen van de porositeit. De digitale MCU-gestuurde lassers van Decapower werken als een vaste partner op de werkvloer.
De ULTRAMIG-230: Masteren van aluminium met dubbele pulsprecisie
Aluminium geeft veel lassers problemen omdat het snel warmte leidt en waterstof gemakkelijk absorbeert. De ULTRAMIG-230 hanteert deze uitdagingen goed.
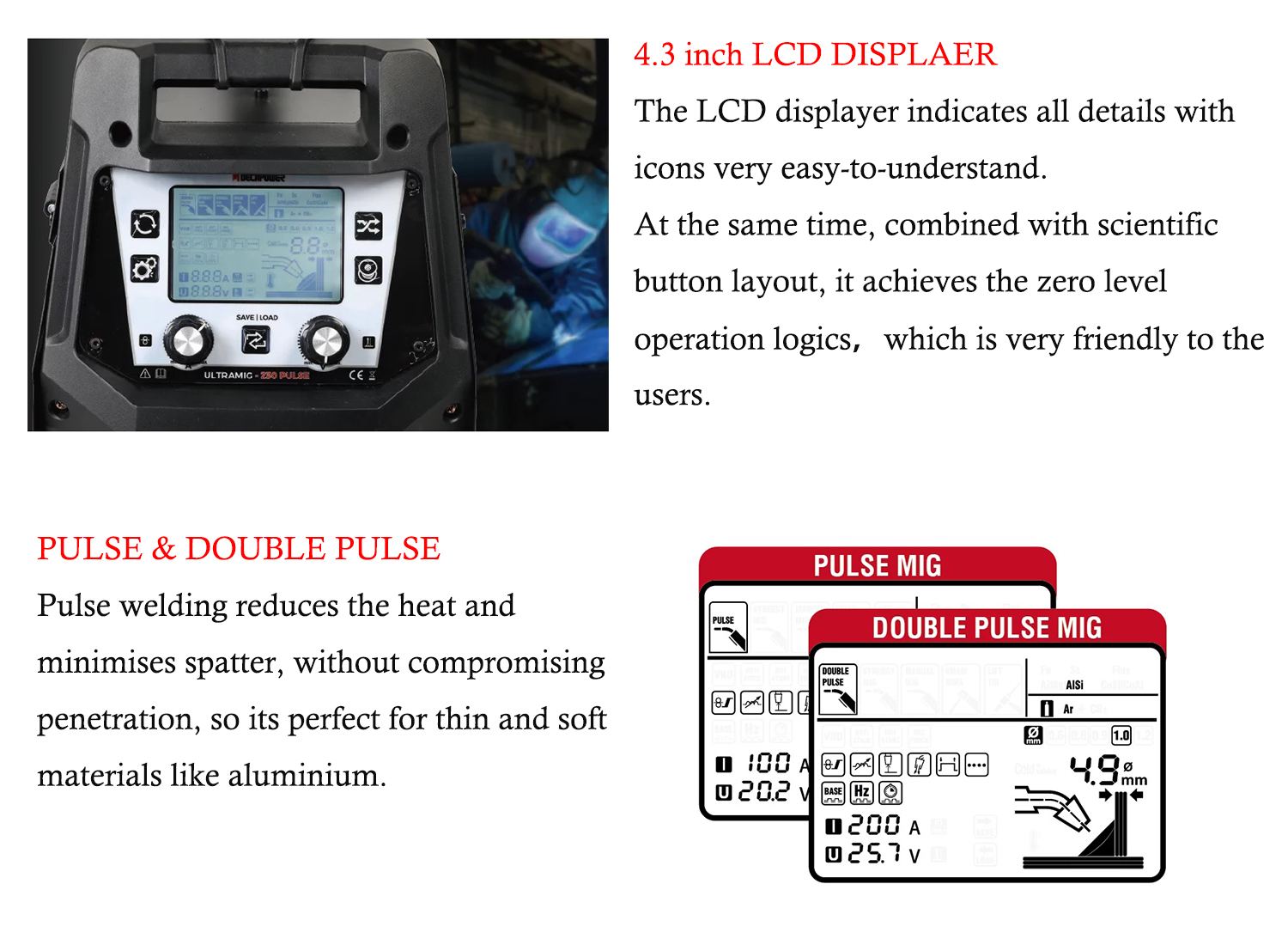
- Double Pulse Technology: Het schakelt tussen hoge en lage stroom om de warmteinvoer te regelen. Het lasbad heeft meer tijd om gevangen gas vrij te geven voordat het bevriest, dus kralen komen schooner en sterker uit.
- 4-Roller Double-Driven Feeder: Deze heavy-duty feeder voorkomt dat draden glijden die instabiele boogen en extra gaten veroorzaken. Draad voedt elke keer soepel.
- Toepassing: De machine werkt goed voor aluminium boot reparaties of thin-gauge aanhangwagen fabricatie waar zowel uiterlijk en gezamenlijke sterkte tellen.
De XTRAMIG-200: Synergische intelligentie voor foutloze vervaardiging
Het raden van instellingen leidt vaak tot poreuze lassen. De XTRAMIG-200 neemt het vermoeden weg.
- Active Synergy Technology: Kies het draadtype en de grootte op het paneel. De MCU stelt vervolgens automatisch de juiste spanning en voedingssnelheid in. U blijft in het juiste boogbereik met minder spatten en betere gasbescherming.
- Visuele LCD-interface: Het 4-inch scherm toont heldere pictogrammen en live gegevens. Beginners zetten zich meteen correct in, terwijl ervaren lassers zich snel aanpassen.
- Toepassing: Dit model is geschikt voor auto-restauratie of garage projecten die schakelen tussen dunne plaat en zwaardere frame zonder constante wijzigingen.
Op maat gemaakte oplossingen voor unieke uitdagingen in de industrie
Standaardmachines zijn soms niet goed voor speciale taken. R& van Decapower D-team en ingenieurs ontwikkelen op maat gemaakte opties die voldoen aan exacte behoeften.
- OEM & ODM-expertise: Wij passen specificaties aan, voegen aangepaste logo's toe en hanteren verpakkingen om aan uw merkvereisten te voldoen.
- Technische maatwerk: U hebt een speciaal programma nodig voor een bepaalde legering of gemodificeerde hardware voor hoge volumelijnen? Het team werkt direct met u samen om de juiste setup op te bouwen.

Conclusie
Porositeit hoeft je niet te vertragen. Combineer schone voorbereiding, constante gasstroom en digitale bedieningen van Decapower om dichte, betrouwbare lassen te produceren.
- Voor hobbyisten en doe-het-zelf: upgrade uw garage-setup met synergische machines die winkelkwaliteit resultaten leveren zonder ingewikkelde aanpassingen.
- Voor professionele fabrikanten: overstap naar dubbele pulsmodellen om de reiniging na las te verminderen en de productie te versnellen.
- Voor potentiële partners: Distributeurs die op zoek zijn naar een betrouwbare leverancier met flexibele productie en echte klantenondersteuning kunnen zich aansluiten bij het Decapower-netwerk.
Neem vandaag contact met ons op bij info@decapowerwelder.com om de juiste apparatuur te vinden voor uw lasbehoeften.
Veelgestelde vragen
V: Kunnen omgevingsomstandigheden in een grote open werkplaats porositeit veroorzaken, zelfs als mijn instellingen correct zijn?
A: Ja. GMAW vertrouwt op een stabiel “ enveloppe” van afschermingsgas. Zelfs een lichte dracht of bries (veel voorkomend in open winkels) kan dit gas wegblazen uit het gesmolten zwembad. Het gebruik van lasschermen of het verhuizen naar een afgesloten gebied is essentieel om het gasschild te behouden en te voorkomen dat atmosfeer stikstof “ Zwitserse kaas” gaten.
V: Wat zijn de implicaties voor de kwaliteit van mijn lassen als ik de lengte van de draadstok-out verhoog?
A: Dit zal de draadverstendigheid verhogen, die de lasstroom zal verminderen, en ook de afstand van het mondstuk zal verhogen, die het gasschild zal verminderen, wat resulteert in porositeit.
Q: Is ‘ Puls MIG’ echt beter voor dunne materialen dan conventioneel GMAW?
A: Ja, omdat ‘ Puls MIG’ behoudt een lagere gemiddelde temperatuur terwijl het nog steeds voor penetratie mogelijk maakt, wat resulteert in minder doorbranding op dunne materialen en een stabielere boog met veel minder spatteren.
V: Waarom lijkt mijn fluxkerndraad meer porositeit in de lassen te veroorzaken?
A: Dit komt omdat de naad in de draadkerk vocht in staat stelt de draad in te voeren, die vervolgens verdampt in de las, waardoor porositeit in de las zelf en op het oppervlak ontstaat.



