

















Decapower Kuratierte Informationen für Profis, Hobbyisten & Pädagogen.
Bleiben Sie auf dem Laufenden mit den neuesten Informationen zu neuen Produkttechnologien, Innovationen und mehr aus der Schweißmaschinenindustrie.







Porositätsprobleme: Warum Ihre GMAW-Schweißen wie Schweizer Käse aussehen und wie Sie es beheben
Die Frustration von “ Schweizer Käse” Schweißen: Warum Porosität ein Schweißer ist’ der schlimmste Albtraum
Nichts frustriert einen Schweißer mehr als den Helm aufzudrehen und eine Perle voller winziger Löcher anstelle eines sauberen, soliden Gelenks zu sehen. Porosität schafft diese kleinen Hohlräume, die im Schweißmetall gefangen sind. Es zerstört das Aussehen der Arbeit und schwächt die Stärke des Gelenks. Dieses Problem betrifft jeden, von Wochenendhobbyisten in einer Garage bis hin zu Vollzeitfabrikanten in kleinen Geschäften. Sie verschwenden Zeit und Material für jeden Job.

Als Hersteller digitaler MCU-gesteuerter Schweißmaschinen mit mehr als zehn Jahren Erfahrung Decapower Bauen Sie Ausrüstung, die die Arbeit einfacher und zuverlässiger macht. Wir konzentrieren uns auf praktische Lösungen, die Schweißern helfen, häufige Kopfschmerzen zu vermeiden.
Identifizierung der Schuldigen: Was verursacht Porosität in GMAW?
Um den Swiss Cheese Look zu reparieren, müssen Sie zuerst wissen, woher diese Gastaschen kommen. Im GMAWSchirmgas deckt den Schweißbecken ab. Wenn diese Abdeckung ausfällt, gelangen Luftgase wie Stickstoff und Sauerstoff in das geschmolzene Metall. Sie erzeugen Blasen, die gefangen bleiben, während die Schweißung abkühlt und härtet.
Gasschirmfehler und Unreinheiten
- Gas mit niedriger Reinheit: Günstiges Schirmgas verursacht oft Probleme. Für wichtige Arbeiten sollte CO2 bei einer Reinheit von 99,8% oder höher getestet werden, um Wasserstoff niedrig zu halten und die Rissbeständigkeit zu verbessern.
- Unzureichende Durchflussrate: Zu wenig Gas lässt den Pool ungeschützt. Zu viel Gas verursacht Turbulenzen, die Außenluft anziehen.
- Draftige Umgebungen: Eine leichte Brise im Laden kann das Schirmgas vom Bogen wegschieben und das heiße Metall freisetzen.
Falsche Parameter-Übereinstimmung
- Spannungs-/Stromvergleich: Wenn die Spannung für den eingestellten Strom zu hoch läuft, dehnt sich der Lichtbogen und lässt atmosphärische Gase einschleichen.
- Draht Stick-out Länge: Übermäßige Stick-out schwächt die Abschirmung und erhöht die Wahrscheinlichkeit von Löchern.

Oberflächenvereinigung und Drahtfeuchtigkeit
- Schmutziges Grundmetall: Öl, Fett, Rost oder alte Farbe auf dem Metall wird unter der Lichtbogenhitze zu Gas und wird in der Perle gefangen.
- Feuchtige Verbrauchsmaterialien: Flux-Cored-Drähte fangen Feuchtigkeit leicht auf, weil sie eine Naht haben. Einmal im Kern entsteht die Feuchtigkeit Poren und Oberflächenmarken.
- Draht Stick-out Länge: Ein Stick-out länger als 12-20 mm reduziert die Gasabdeckung und lässt Luft den Pool erreichen.
Wie man Porosität behebt: Ein praktischer Leitfaden für professionelle Ergebnisse
Optimierung des Gasflusses und der Umwelt
- Überprüfen Sie die Dichtungen: Überprüfen Sie O-Ringe und Schlauchverbindungen. Selbst eine kleine Leckage auf der Ansaugseite kann Luft in die Gasleitung ziehen.
- Verwenden Sie die richtige Düse: Halten Sie die Düse sauber und wählen Sie die richtige Größe für das Gelenk. Edelstahl oder Aluminium Jobs benötigen oft größere Düsen für eine bessere Gasabdeckung.
- Blockieren Sie den Wind: Setzen Sie Bildschirme auf oder bewegen Sie sich in einem geschlossenen Raum, um den Gasschild während GMAW stabil zu halten.
Um zu verstehen, wie viel Schutzgas für Ihr Projekt ausreicht, können Sie dies lesen Detaillierter Artikel.
Vorschweißvorbereitung und Drahtlagerung
- Sauberkeit ist der Schlüssel: Bürsten oder wischen Sie das Grundmetall mit Lösungsmittel, um jede Spur von Öl, Rost oder Farbe zu entfernen, bevor Sie den Bogen schlagen.
- Droht richtig aufbewahren: Schweißdraht in einem trockenen Bereich mit einer konstanten Temperatur aufbewahren. Trockenen Sie Elektroden bei 350-400 ° C, wenn sie der alkalische Typ vor dem Gebrauch sind.
Decapower-Lösungen: Präzisionsgeräte für makellose Perlen
Gute Technik hilft, aber die richtige Maschine macht einen großen Unterschied bei der Steuerung des Bogens und der Verringerung der Porosität. Die digitalen MCU-gesteuerten Schweißmaschinen von Decapower arbeiten als fester Partner auf der Werkstatt.
Der ULTRAMIG-230: Aluminium mit doppelter Pulspräzision beherrschen
Aluminium verursacht vielen Schweißern Probleme, da es Wärme schnell leitet und Wasserstoff leicht absorbiert. Die ULTRAMIG-230 Diese Herausforderungen gut bewältigen.
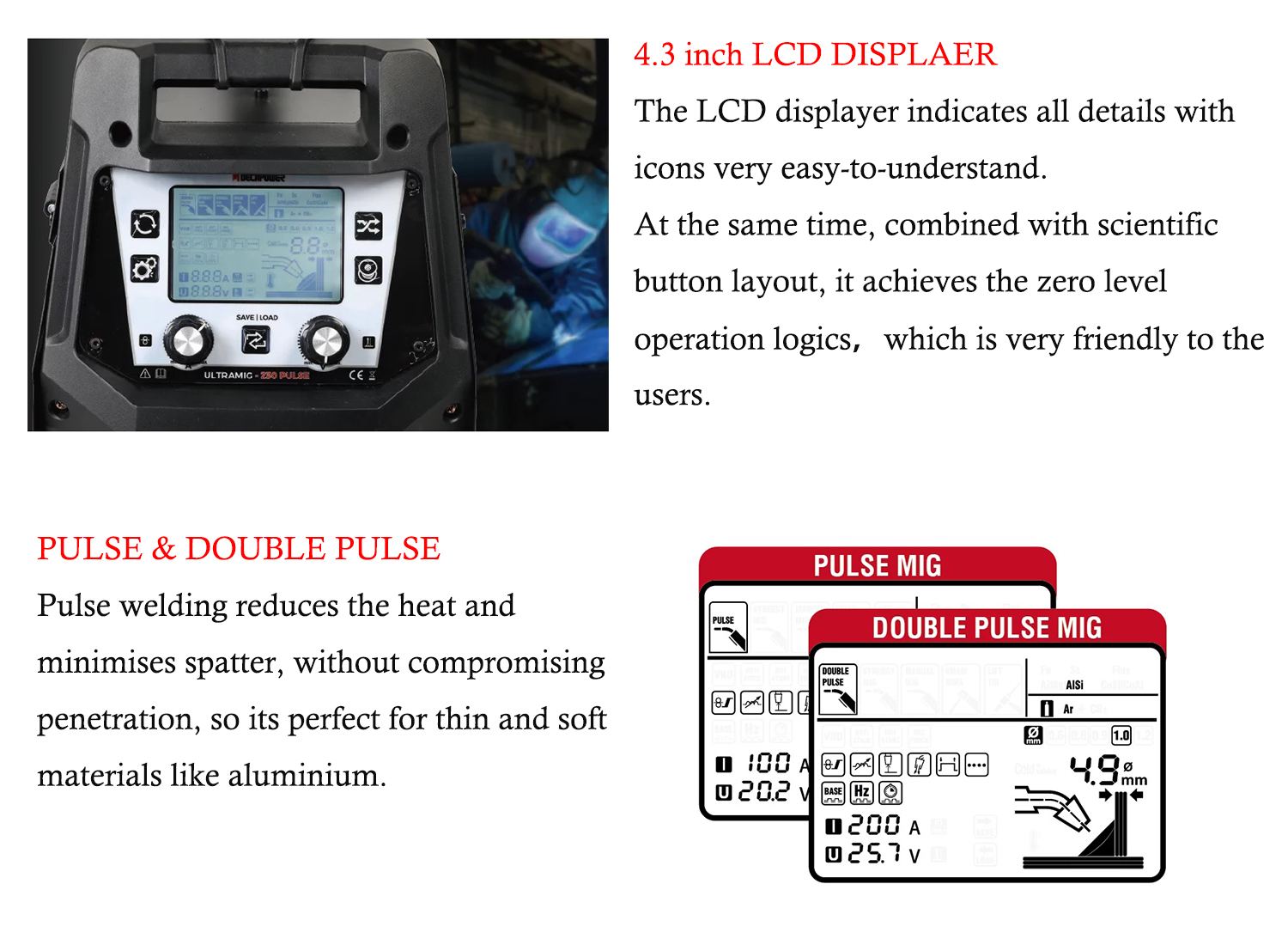
- Doppelpulstechnologie: Es schaltet zwischen hohem und niedrigem Strom, um den Wärmeeingang zu steuern. Der Schweißbecken hat mehr Zeit, um das gefangene Gas freizugeben, bevor es einfriert, so dass Perlen sauberer und stärker herauskommen.
- 4-Rollen-Doppel-Antriebs-Feeder: Dieser Heavy-Duty-Feeder verhindert Drahtrutschen, die instabile Bögen und zusätzliche Löcher verursachen. Draht füttert jedes Mal reibungslos.
- Anwendung: Die Maschine funktioniert gut für Aluminium Boot Reparaturen oder Dünnmesser Anhänger Herstellung, wo sowohl Aussehen und Gelenkstärke zählen.
Der XTRAMIG-200: Synergische Intelligenz für fehlerfreie Herstellung
Das Raten an Einstellungen führt oft zu porösen Schweißen. Die XTRAMIG-200 nimmt die Vermutung weg.
- Active Synergy-Technologie: Wählen Sie den Drahttyp und die Größe auf dem Panel aus. Die MCU setzt dann automatisch die richtige Spannung und Speisegeschwindigkeit ein. Sie bleiben im richtigen Bogenbereich mit weniger Spritz und besserem Gasschutz.
- Visuelle LCD-Schnittstelle: Der 4-Zoll-Bildschirm zeigt klare Symbole und Live-Daten. Anfänger setzen sich sofort richtig ein, während erfahrene Schweißer sich schnell anpassen.
- Anwendung: Dieses Modell eignet sich für Automobilrestaurierungen oder Garagenprojekte, die ohne ständige Änderungen zwischen dünnem Blech und schwererem Rahmen wechseln.
Maßgeschneiderte Lösungen für einzigartige Branchenherausforderungen
Standardmaschinen fallen manchmal für spezielle Aufgaben kurz. Decapower R& D-Team und Ingenieure entwickeln maßgeschneiderte Optionen, die genauen Bedürfnissen entsprechen.
- OEM & ODM-Kompetenz: Wir passen Spezifikationen an, fügen benutzerdefinierte Logos hinzu und verarbeiten Verpackungen, um Ihren Markenanforderungen zu entsprechen.
- Technische Tailoring: Sie benötigen ein spezielles Programm für eine bestimmte Legierung oder modifizierte Hardware für hohe Volumenlinien? Das Team arbeitet direkt mit Ihnen zusammen, um das richtige Setup aufzubauen.

Schlussfolgerung
Porosität muss Sie nicht verlangsamen. Kombinieren Sie saubere Vorbereitung, einen konstanten Gasfluss und die digitalen Steuerungen von Decapower, um dichte, zuverlässige Schweißungen zu produzieren.
- Für Hobbyisten und DIY: Verbessern Sie Ihr Garagenaufbau mit synergischen Maschinen, die ohne komplizierte Anpassungen Werkstattqualitätsergebnisse liefern.
- Für professionelle Hersteller: Wechseln Sie auf Doppelpulsmodelle, um die Reinigung nach der Schweißung zu reduzieren und die Produktion zu beschleunigen.
- Für potenzielle Partner: Händler, die einen zuverlässigen Lieferanten mit flexibler Fertigung und echtem Kundenservice suchen, können sich dem Decapower-Netzwerk anschließen.
Kontaktieren Sie uns heute bei info@decapowerwelder.com um die richtige Ausrüstung für Ihre Schweißbedürfnisse zu finden.
FAQ (häufig gestellte Fragen)
F: Können Umweltbedingungen in einer großen offenen Werkstatt auch bei richtigen Einstellungen Porosität verursachen?
A: Ja. GMAW setzt auf einen stabilen “ Umschlag” Schirmgas. Selbst ein leichter Zug oder eine Brise (häufig in offenen Läden) kann dieses Gas aus dem Schmelzpool wegblasen. Die Verwendung von Schweißschirmen oder die Bewegung in einen geschlossenen Bereich ist unerlässlich, um den Gasschild zu erhalten und zu verhindern, dass atmosphärischer Stickstoff “ Schweizer Käse” Löcher.
F: Was sind die Auswirkungen auf die Qualität meiner Schweißungen, wenn ich die Länge des Drahtstichs erhöhe?
A: Dies erhöht den Drahtwiderstand, der den Schweißstrom verringert, und erhöht auch den Abstand von der Düse, der den Gasschild verringert, was zu einer Porosität führt.
Q: Is ‘ Puls MIG’ wirklich besser für dünne Materialien als herkömmliche GMAW?
A: Ja, weil ‘ Puls MIG’ behält eine niedrigere Durchschnittstemperatur bei gleichzeitiger Durchdringung, was zu weniger Durchbrennung auf dünnen Materialien und einem stabileren Bogen mit viel weniger Spritzen führt.
F: Warum scheint mein Flusskerndraht mehr Porosität in den Schweißen zu verursachen?
A: Dies liegt daran, dass die Naht im Drahtkern Feuchtigkeit in den Draht gelangen lässt, der dann in der Schweißung verdampft und eine Porosität in der Schweißung selbst und auf der Oberfläche verursacht.



