

















Decapor Informação curada para Profissionais, Hobistas e Educadores.
Fiquem atualizados com as últimas informações sobre novas tecnologias de produtos,inovações e mais da indústria de Sueldagem.







Problemas de porosidade: Por que suas sujas GMAW parecem queijo suíço e como consertar
A Frustração de “ Cheese suíça Welds: Por que a Porosidade é um Welder’ o pior Mar da Noite
Nada frustra um soldador mais do que virar o casco e ver uma pedra cheia de buracos minúsculos em vez de uma articulação limpa e sólida. Porosidade cria esses pequenos vazios presos dentro do metal de soldagem. Ela arruina o olhar do trabalho e enfraquece a força da articulação. Este problem a afeta todos, desde os hobbyistas de fim de semana em uma garagem até fabricantes a tempo inteiro em pequenas lojas. Ela perde tempo e materiais em cada trabalho.

Como fabricante de máquinas digitais de soldagem controladas por MCU com mais de dez anos de experiência, Decapower construir equipamentos que tornam o trabalho mais fácil e mais confiável. Focusamos em soluções práticas que ajudam os soldadores a evitar dores de cabeça comuns.
Identificar as Culpritas: O que causa a porosidade no GMAW?
Para corrigir o aspecto suíço do queijo, você primeiro precisa saber de onde vêm esses bolsos de gás. Em GMAW, o gás de escudo cobre a piscina de soldagem. Quando essa cobertura falha, gases de ar como nitrogênio e oxigênio entram no metal fundido. Elas criam bolhas que permanecem presas enquanto a solda se fria e se fortalece.
Fallos e insuficiências de proteção do gás
- Gas de baixa pureza: Gas de escudo barato geralmente causa problemas. Para um trabalho importante, o CO2 deve testar a 99,8% de pureza ou mais para manter o hidrogênio baixo e melhorar a resistência ao crack.
- Taxa de fluxo inadequada: Pouco gás deixa a piscina sem proteção. Muito gás suscita turbulências que atraem o ar externo.
- Ambientes Drafty: Uma brisa leve na loja pode afastar o gás protetor do arco e expor o metal quente.
Coincidência incorrecta de Parâmetros
- Voltação/Incompatibilidade corrente: Quando a tensão corre muito alta para a corrente definida, o arco estira e deixa gases atmosféricos entrarem.
- Longitude de retirada de fios: O excesso de retirada fraca o escudo e aumenta a chance de buracos.

Contaminação da superfície e cobertura de fios
- Metal de base suja: Petróleo, gordura, rosa, ou pintura antiga no metal se transforma em gás sob o calor do arco e é apanhado na barba.
- Consumidores húmidos: Fios com cordas de fluxo pegam umidade facilmente porque têm uma cor. Uma vez dentro do núcleo, a umidade cria poros e marcas de superfície.
- Longitude de retirada de fios: Uma retirada mais longa do que 12-20 mm reduz a cobertura de gás e permite ao ar chegar à piscina.
Como corrigir a porosidade: um guia prático para resultados profissionais
Optimizar o fluxo de gás e o Ambiente
- Verifique os Seals: olhe para os aneis O e conexões de mangueiras. Até um pequeno vazamento no lado de entrada pode trazer ar para a linha de gás.
- Usa o Nozzle direito: Mantenha o nozzle limpo e escolha o tamanho correto para a articulação. - Trabalhos inoxidáveis ou de alumínio muitas vezes precisam de quebra maiores para melhor cobertura de gás.
- Bloquear o vento: montar telas ou mover-se dentro de um espaço fechado para manter o escudo de gás estável durante o GMAW.
Para entender quanto gás de escudo é suficiente para seu projeto, você pode ler isso artigo detalhado.
Preparação pré-soldada e armazenamento de fios
- A limpeza é a chave: Pincel ou limpe o metal básico com solvente para remover todos os rastos de petróleo, rosa ou pintura antes de você atingir o arco.
- Guardar o fio corretamente: Manter o fio de soldagem numa área seca com temperatura constante. Eletrodos secados a 350-400°C, se eles são o tipo alcalino antes do uso.
Soluções de Decapor: Equipamento de Precisião para Peças Sem Falhas
Boa técnica ajuda, mas a máquina certa faz uma grande diferença em controlar o arco e cortar a porosidade. Os soldadores digitais controlados pela MCU de Decapower trabalham como parceiro constante no chão da loja.
O ULTRAMIG-230: Mastering Aluminium with Double Pulse Precision
Aluminio causa problemas a muitos soldadores porque conduz o calor rapidamente e absorve o hidrogênio facilmente. O ULTRAMIG-230 lida bem com esses desafios.
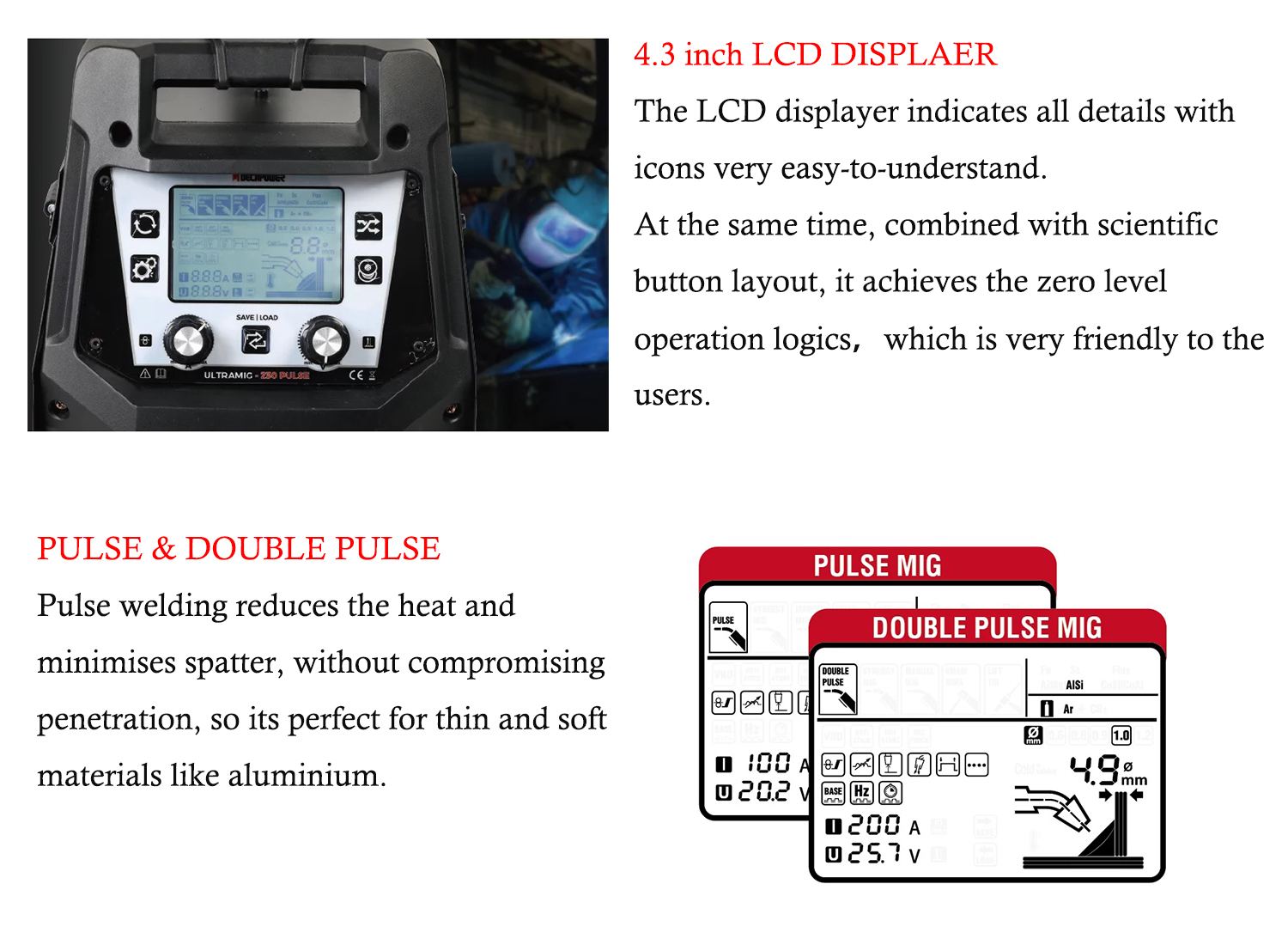
- Tecnologia de pulso duplo: Ele muda entre corrente alta e baixa para controlar a entrada de calor. A piscina de soldagem tem mais tempo para liberar gás preso antes de congelar, então as barbas saem mais limpas e mais fortes.
- 4-Roller Double Drive Feeder: Este alimentador pesado evita o deslizamento de fios que causa arcos instáveis e buracos adicionais. O fio se alimenta suavemente todas as vezes.
- Aplicação: A máquina funciona bem para reparações de barcos de alumínio ou fabricação de reboques de tamanho fino onde tanto a aparência como a for ça das articulações contam.
O XTRAMIG-200: Inteligência Sinérgica para Fabricação Sem Erros
Adivinhar em configurações geralmente leva a soldados porosos. O XTRAMIG-200 retira a suposição.
- Tecnologia Activa de Sinergia: Escolha o tipo e tamanho do fio no painel. O MCU então estabelece a tensão certa e a velocidade de alimentação automaticamente. Você fica no intervalo de arco adequado com menos espalha e melhor proteção do gás.
- Interface visual LCD: A tela de 4 polegadas mostra ícones claros e dados ao vivo. Os começantes se configuram corretamente imediatamente, enquanto os soldadores experimentados se ajustam rapidamente.
- Aplicação: Este modelo se adapta a projetos de restauração de automóveis ou garagem que mudam entre folha fina e quadro mais pesado sem mudanças constantes.
Soluções Personalizadas para Desafios Unicos da Indústria
As máquinas padrões às vezes faltam de empregos especiais. A R&D de Decapower Equipa D e engenheiros desenvolvem opções adaptadas para corresponder às necessidades exatas.
- OEM & Expertiza ODM: Ajustamos especificações, adicionamos logos personalizados, e manejamos embalagens para satisfazer os requisitos da marca.
- Tailoring Técnico: Você precisa de um program a especial para uma certa ligação ou hardware modificado para linhas de alto volume? A equipe trabalha diretamente com vocês para construir a configuração certa.

Conclusão
A porosidade não precisa continuar a diminuir. Combina preparação limpa, fluxo de gás constante e controles digitais de Decapower para produzir soldados densos e confiáveis.
- Para Hobbyists e DIYers: Anovar sua instalação de garagem com máquinas sinérgicas que fornecem resultados de qualidade da loja sem ajustes complicados.
- Para Fabricantes Profissionais: Mover para modelos de duplo pulso para cortar a limpeza pós-suave e acelerar a produção.
- Para Parceiros Potenciais: Os distribuidores que procuram um fornecedor confiável com produção flexível e apoio real ao cliente podem se juntar à rede Decapower.
Contacte-nos hoje em info@decapowerwelder.com para encontrar o equipamento certo para suas necessidades de soldagem.
FAQ
Q: As condições ambientais em uma grande oficina aberta podem causar porosidade mesmo que minhas configurações sejam corretas?
A: Sim. O GMAW depende de um estável envelope” de gás de escudo. Mesmo um pequeno drape ou brisa (comum em lojas abertas) pode despertar este gás da piscina fundida. Usar telas de soldagem ou mudar para uma área fechada é essencial para manter o escudo de gás e evitar que o nitrogênio atmosférico crie “ Cheijo suíço - buracos.
Q: Quais são as implicações para a qualidade das minhas soldas se eu aumentar o comprimento do fio?
A: Isso aumentará a resistência ao fio, o que diminuirá a corrente de soldagem, e também aumentará a distância do nozzle, o que diminuirá o escudo de gás, resultando em porosidade.
Q: Is ‘ Pulso MIG’ realmente melhor para materiais finos do que GMAW convencional?
A: Sim, porque ‘ Pulso MIG’ - mantém uma temperatura média mais baixa enquanto ainda permite penetração, o que resulta em menos queimadura em materiais finos e um arco mais estável com muito menos espalhamento.
Q: Por que meu fio central de fluxo parece estar causando mais porosidade nas soldaduras?
A: Isso é porque a cor no núcleo do fio permite a umidade entrar no fio, que depois evapora na soldagem, causando porosidade na soldagem em si e na superfície.



