
















Decapower Curated information for Professionals, Hobbyists & Educators.
Stay up to date with the latest information on new products technology,innovations and more from Welding Machine Industry.







Why Cut Edge Dross Forms and How to Reduce Post-Cleaning Time
Introduction
In metal fabrication shops, operators frequently finish what looks like a flawless plasma cut only to face hours of grinding afterward. Dross—that hardened, resolidified metal sticking to the underside of the cut edge—remains the biggest drag on daily output. Plasma cutting wins praise for sheer speed, yet the minutes gained during the actual cut often disappear when workers clean up afterward.
At Decapower, we see efficiency as something that covers the full process, far beyond the initial arc. As an established manufacturer of digital welding and cutting gear with more than ten years of worldwide shipping, our goal remains simple: make welding and cutting straightforward for shops everywhere. Once you grasp what really causes dross, picking suitable machines and dialling in proper settings becomes much easier, leading to noticeably cleaner edges.
Understanding Why Cut Edge Dross Forms
The Science of Resolidified Metal
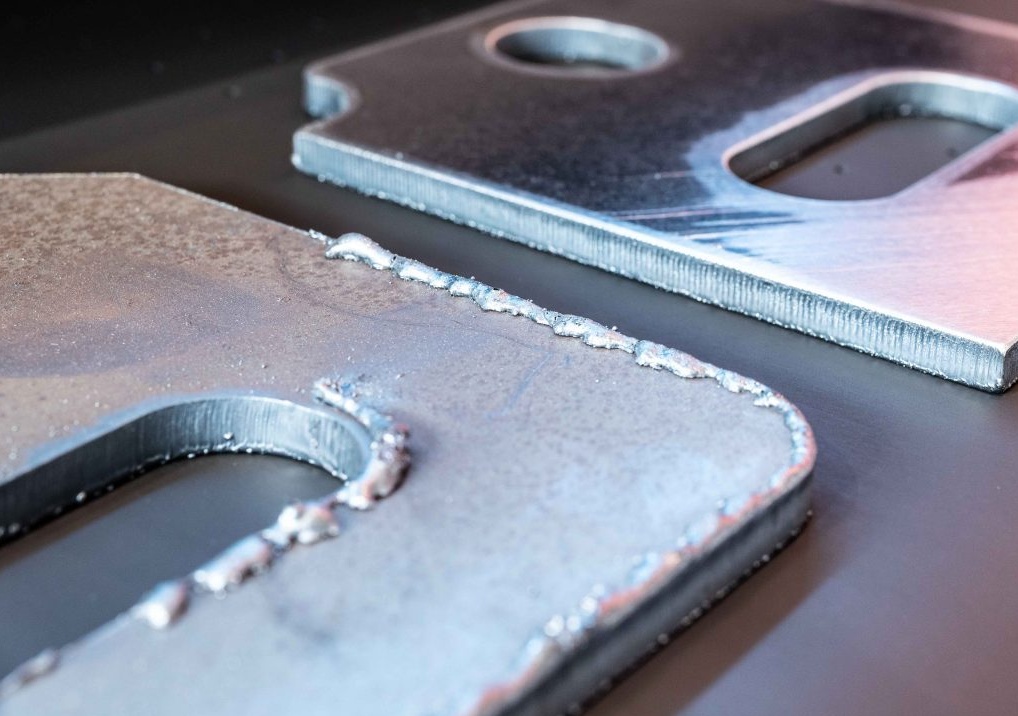
Dross basically consists of molten metal that failed to exit the kerf completely. In plasma cutting, the arc heats the workpiece until it melts, and a fast-moving gas jet should then force that liquid material out the bottom. Whenever heat input and gas force fall out of balance, some molten metal stays behind along the edge, cools quickly, and bonds tightly to the parent material.
Common Culprits of Dross Formation
- Cutting Speed: Among all variables, travel speed matters most. Moving the torch too slowly keeps the arc dwelling in one spot longer than necessary. That produces a wider kerf and lets molten metal collect and harden along the bottom edge, creating what shops call low-speed dross. On the other hand, going too quickly causes the arc to trail behind the torch. The gas jet then struggles to blow the material clear, leaving behind a narrow, tenacious bead known as high-speed dross.
- Air Pressure and Flow Dynamics: Steady air pressure keeps the arc stable and pushes molten metal out effectively. When pressure drops too low, the kerf does not clear properly. At the same time, dirty air carrying moisture or traces of oil disturbs the arc, resulting in rough sides and heavier dross deposits.
- Amperage and Tip Distance: Excessive amperage on thinner stock generates more heat than required, which contributes directly to dross buildup. Likewise, the standoff distance between torch tip and workpiece—something Pilot Arc technology helps manage—plays a large role in how sharply the plasma column focuses.

Strategies to Reduce Post-Cleaning Time
Precision Settings and Consistent Air Supply
Minimizing dross calls for close coordination between amperage, travel speed, and air pressure. Newer machines equipped with digital controls offer finer tuning compared with older analog models. A steady supply of clean, dry compressed air also proves essential because it keeps the arc stiff and directed, helping the jet slice cleanly through material instead of merely liquefying it.
Selecting High-Performance Cutting Equipment
A capable machine handles much of the heavy lifting. Features such as Pilot Arc Strike let operators fire the arc without touching the plate first. That gives better command at pierce points and cuts down on initial dross accumulation. In addition, units fitted with internal air regulators or small compressors deliver reliable flow from start to finish of each job.
Decapower’s Cutting-Edge Solutions
Decapower supplies several plasma cutting models built to suit various workshop demands, ranging from home garage projects to moderate production work.
Industrial Efficiency: The HF CUT-50P
The HF CUT-50P provides a sturdy, non-contact pilot arc plasma cutter focused on dependable day-to-day use.
- Key Features: It employs a low-frequency pilot arc strike and operates smoothly on ordinary household power right from setup.
- Advantages: The non-touch starting method extends consumable lifespan and produces cleaner pierce starts on every job. Fabricators value this model for its packed-in features and consistent ability to deliver low-dross results under regular production conditions.

Portable 2-in-1 Precision: The PILOT CUT 45KZ
The PILOT CUT 45KZ stands out as a flexible, strong performer suited for work both on-site and in the shop.
- Key Features: It includes a Pilot Arc Strike mechanism that permits cutting on uneven, rusty, or coated surfaces without requiring torch contact to initiate the arc.
- Advantages: Classified as a 2-in-1 unit, it incorporates a built-in air compressor delivering up to 2.5Bar, sufficient for clean cuts through 8mm material. When dealing with thicker stock, connect an external air supply to reach clean cuts of 16mm at 40A or as much as 24mm at 60A. The selectable 2T/4T trigger modes further improve comfort on extended cuts.
Versatile Multi-Process Power: The FUSION PMCT-205
Professionals searching for one compact tool that handles multiple jobs often choose the FUSION PMCT-205.
- Key Features: This 6-in-1 machine combines MIG, MMA, HF TIG, and HF CUT functions in a single package.
- Advantages: It delivers solid cutting and welding performance suitable for both serious hobbyists and full-time fabricators. Because of its portable size and broad capabilities, operators manage cutting followed directly by welding using the same dependable piece of equipment, which reduces clutter and shortens changeover periods.

Customized Solutions for Global Partners
At Decapower, we go beyond simply offering machines; we deliver practical answers tailored to real needs. Our engineers who focus on specific applications, together with our committed R&D group, stand prepared to develop customized services that match your particular market conditions or project demands.
Should you require equipment adjusted to exact technical specifications or full OEM branding plus packaging, our Inside-Thinking approach guarantees meaningful value that helps you stand out in the welding sector. We also arrange custom distribution arrangements and adapt machinery for targeted industrial uses.
Conclusion
Cutting down cleanup time comes from pairing solid process knowledge with better tools. When you account for the interplay of travel speed, air pressure, and arc behaviour—and equip the shop with a trustworthy Decapower plasma cutter such as the PILOT CUT 45KZ—dross largely disappears. That shift lets you concentrate fully on delivering high-quality finished work.
FAQ
Q: How do I select the right plasma cutter for my project?
A: Selection hinges on the material type, thickness range, and available power source. Our team remains ready to guide you toward the most suitable model.
Q: Can I use Decapower cutters on a generator?
A: Yes, provided the generator supplies adequate, stable output to protect the machine’s electronics.
Q: Does Decapower offer customized equipment for specific brands?
A: Certainly. We handle full OEM customization, from private labelling to technical modifications carried out by our R&D specialists.
Q: What is the benefit of the Pilot Arc feature in your cutters?
A: It ignites the arc without workpiece contact, making the tool especially useful on expanded metal or rusty stock while prolonging consumable durability.



