
















Decapower Curated informatie voor Professionals, Hobbyisten & Opvoeders.
Blijf op de hoogte van de nieuwste informatie over nieuwe producttechnologie, innovaties en meer van de Lasmachine Industrie.







Porosity Issues: Why Your GMAW Welds Look Like Swiss Cheese and How to Fix It
The Frustration of “Swiss Cheese” Welds: Why Porosity is a Welder’s Worst Nightmare
Nothing frustrates a welder more than flipping up the helmet and seeing a bead full of tiny holes instead of a clean, solid joint. Porosity creates those small voids trapped inside the weld metal. It ruins the look of the work and weakens the strength of the joint. This problem affects everyone, from weekend hobbyists in a garage to full-time fabricators in small shops. It wastes time and materials on every job.

As a manufacturer of digital MCU-controlled welding machines with more than ten years of experience, Decapower build equipment that makes the job easier and more dependable. We focus on practical solutions that help welders avoid common headaches.
Identifying the Culprits: What Causes Porosity in GMAW?
To fix the Swiss cheese look, you first need to know where those gas pockets come from. In GMAW, shielding gas covers the weld pool. When that cover fails, air gases such as nitrogen and oxygen enter the molten metal. They create bubbles that stay trapped as the weld cools and hardens.
Gas Shielding Failures and Impurities
- Low Purity Gas: Cheap shielding gas often causes trouble. For important work, CO2 should test at 99.8% purity or higher to keep hydrogen low and improve crack resistance.
- Inadequate Flow Rate: Too little gas leaves the pool unprotected. Too much gas stirs up turbulence that draws in outside air.
- Drafty Environments: A light breeze in the shop can push the shielding gas away from the arc and expose the hot metal.
Improper Parameter Matching
- Voltage/Current Mismatch: When the voltage runs too high for the set current, the arc stretches and lets atmospheric gases sneak in.
- Wire Stick-out Length: Excess stick-out weakens shielding and increases the chance of holes.

Surface Contamination and Wire Moisture
- Dirty Base Metal: Oil, grease, rust, or old paint on the metal turns to gas under the arc heat and gets caught in the bead.
- Damp Consumables: Flux-cored wires pick up moisture easily because they have a seam. Once inside the core, the moisture creates pores and surface marks.
- Wire Stick-out Length: A stick-out longer than 12-20 mm reduces gas coverage and lets air reach the pool.
How to Fix Porosity: A Practical Guide for Professional Results
Optimizing Gas Flow and Environment
- Check the Seals: Look over O-rings and hose connections. Even a small leak on the intake side can pull air into the gas line.
- Use the Right Nozzle: Keep the nozzle clean and choose the correct size for the joint. Stainless or aluminum jobs often need bigger nozzles for better gas coverage.
- Block the Wind: Set up screens or move inside an enclosed space to keep the gas shield steady during GMAW.
To understand how much shielding gas is sufficient for your project, you can read this detailed article.
Pre-Weld Preparation and Wire Storage
- Cleanliness is Key: Brush or wipe the base metal with solvent to remove every trace of oil, rust, or paint before you strike the arc.
- Store Wire Correctly: Keep welding wire in a dry area with a steady temperature. Dry electrodes at 350-400°C if they are the alkaline type before use.
Decapower Solutions: Precision Equipment for Flawless Beads
Good technique helps, but the right machine makes a big difference in controlling the arc and cutting down on porosity. Decapower’s digital MCU-controlled welders work as a steady partner on the shop floor.
The ULTRAMIG-230: Mastering Aluminum with Double Pulse Precision
Aluminum gives many welders trouble because it conducts heat quickly and absorbs hydrogen easily. The ULTRAMIG-230 handles these challenges well.
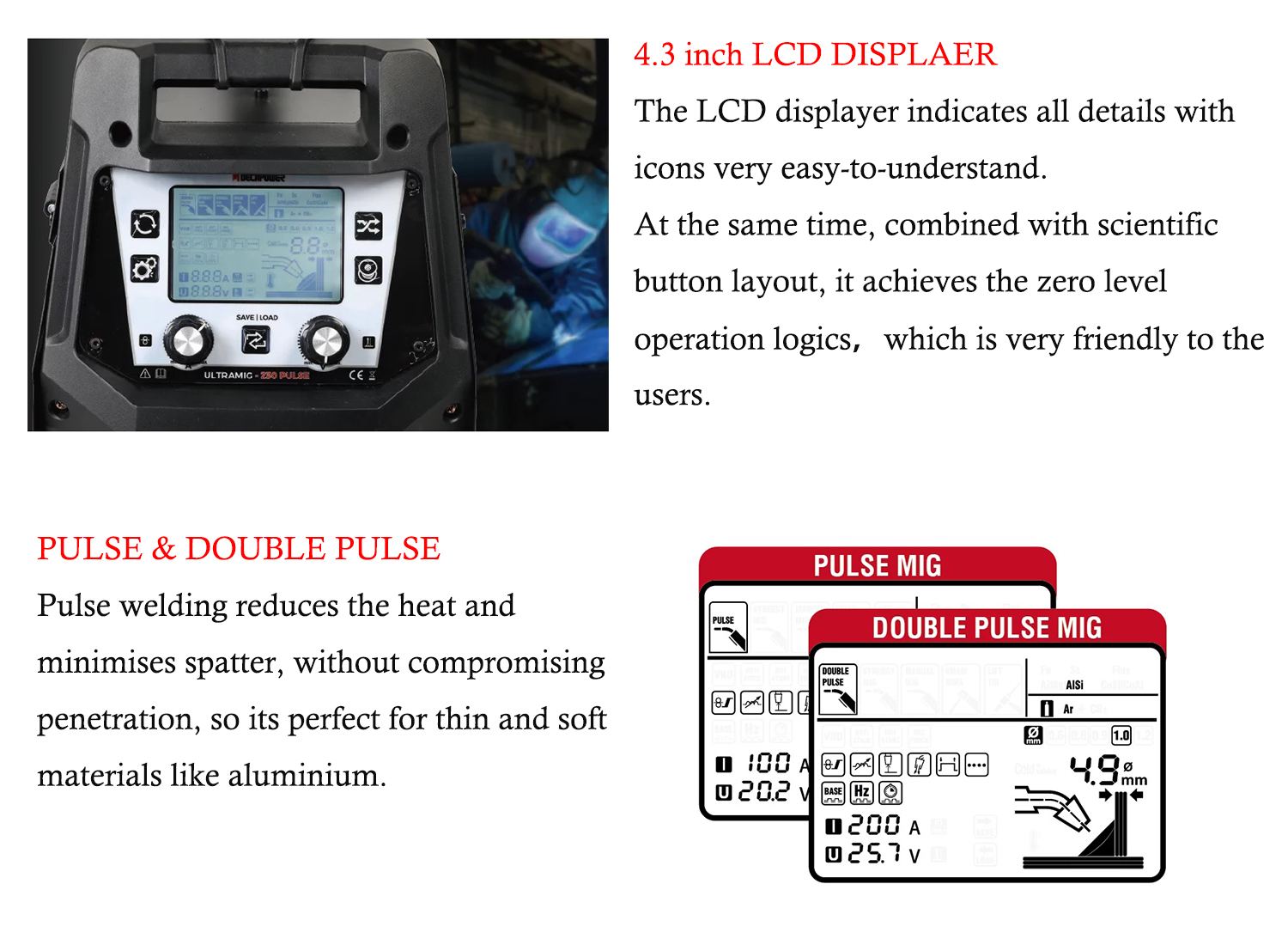
- Double Pulse Technology: It switches between high and low current to control heat input. The weld pool has more time to release trapped gas before it freezes, so beads come out cleaner and stronger.
- 4-Roller Double-Driven Feeder: This heavy-duty feeder prevents wire slipping that causes unstable arcs and extra holes. Wire feeds smoothly every time.
- Application: The machine works well for aluminum boat repairs or thin-gauge trailer fabrication where both appearance and joint strength count.
The XTRAMIG-200: Synergic Intelligence for Error-Free Fabrication
Guessing at settings often leads to porous welds. The XTRAMIG-200 takes the guesswork away.
- Active Synergy Technology: Pick the wire type and size on the panel. The MCU then sets the right voltage and feed speed automatically. You stay in the proper arc range with less spatter and better gas protection.
- Visual LCD Interface: The 4-inch screen shows clear icons and live data. Beginners set up correctly right away, while experienced welders adjust quickly.
- Application: This model suits automotive restoration or garage projects that switch between thin sheet and heavier framework without constant changes.
Customized Solutions for Unique Industry Challenges
Standard machines sometimes fall short for special jobs. Decapower’s R&D team and engineers develop tailored options to match exact needs.
- OEM & ODM Expertise: We adjust specifications, add custom logos, and handle packaging to fit your brand requirements.
- Technical Tailoring: You need a special program for a certain alloy or modified hardware for high-volume lines? The team works directly with you to build the right setup.

Conclusie
Porosity does not have to keep slowing you down. Combine clean preparation, steady gas flow, and Decapower’s digital controls to produce dense, reliable welds.
- For Hobbyists and DIYers: Upgrade your garage setup with synergic machines that deliver shop-quality results without complicated adjustments.
- For Professional Fabricators: Move to double pulse models to cut down on post-weld cleanup and speed up production.
- For Potential Partners: Distributors looking for a dependable supplier with flexible manufacturing and real customer support can join the Decapower network.
Contact us today at info@decapowerwelder.com to find the right equipment for your welding needs.
Veelgestelde vragen
Q: Can environmental conditions in a large open workshop cause porosity even if my settings are correct?
A: Yes. GMAW relies on a stable “envelope” of shielding gas. Even a slight draft or breeze (common in open shops) can blow this gas away from the molten pool. Using welding screens or moving to an enclosed area is essential to maintain the gas shield and prevent atmospheric nitrogen from creating “Swiss cheese” holes.
Q: What are the implications for the quality of my welds if I increase the length of the wire stick-out?
A: This will increase the wire resistance, which will decrease the welding current, and also increase the distance from the nozzle, which will decrease the gas shield, resulting in porosity.
Q: Is ‘Pulse MIG’ really better for thin materials than conventional GMAW?
A: Yes, because ‘Pulse MIG’ maintains a lower average temperature while still allowing for penetration, which results in less burn-through on thin materials and a more stable arc with much less spatter.
Q: Why does my flux core wire appear to be causing more porosity in the welds?
A: This is because the seam in the wire core allows moisture to enter the wire, which then evaporates in the weld, causing porosity in the weld itself and on the surface.



